
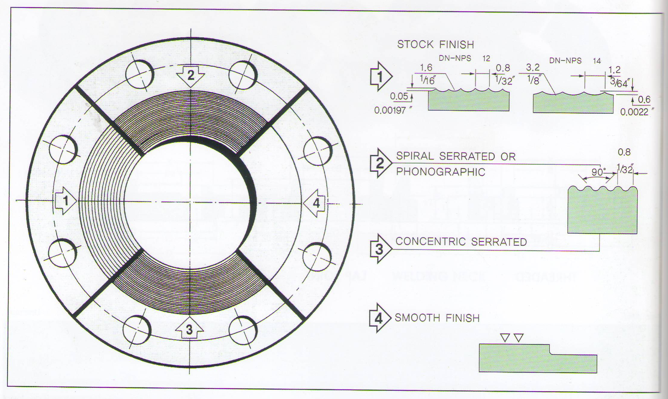
FINITION DU STOCK :
La finition de joint la plus largement utilisée, car elle convient pratiquement à toutes les conditions de service ordinaires. Il s'agit d'une rainure en spirale continue.
Les brides de tailles 12″ (304,8 mm) et inférieures sont produites avec un outil à nez rond de 1/16″ à une avance de 1/32″ par tour.
Pour les tailles 14″ (355,6 mm) et plus. la finition est réalisée avec un outil à nez rond de 1/8″ à une avance de 3/64″ par tour.
SPIRALE DENTÉE OU PHONOGRAPHIQUE :
Cette finition est réalisée à l'aide d'un outil à nez rond à 90°.
CONCENTRIQUE DENTELÉ :
Cette finition est réalisée à l'aide d'un outil à nez rond à 90°.
FINITION LISSE :
L'outil de coupe utilisé doit avoir un rayon d'environ 0,06″.
La finition de surface résultante doit avoir un pouce de 125μ à 250μ (ANSI B16.5 para 6.4;4.1)
1.VISAGE SURÉLEVÉ. ET GRAND MÂLE ET FEMELLE
Une finition dentelée-concentrique ou en spirale dentelée ayant de 34 à 64 rainures par pouce est utilisée.
L'outil de coupe utilisé a un rayon d'environ 0,06 po.
La finition de surface résultante doit avoir une rugosité approximative de 125 μ pouces (3,2 μm) à 500 μ pouces (12,5 μm).
2.LANGUE ET RAINURE, ET PETIT MÂLE ET FEMELLE
La surface de contact du joint ne dépasse pas 125 μ po (3,2 μm) de rugosité
3. JOINT D'ANNEAU
La surface de la paroi intérieure de la rainure du joint ne dépasse pas une rugosité de 63 μ po (1,6 μm).
4.AVEUGLE
Il n'est pas nécessaire que les brides aveugles aient des faces centrées si, lorsque cette partie centrale est relevée, son diamètre est d'au moins 1 po.
plus petit que le diamètre intérieur des raccords de la classe de pression correspondante.
Lorsque la partie centrale est enfoncée, son diamètre n'est pas supérieur au diamètre intérieur des raccords de classe de pression correspondants.
L'usinage du centre déprimé n'est pas nécessaire.
Heure de publication : 02 septembre 2021